
Investment casting is fast and scalable, especially when producing hundreds-thousands of metal parts. $5/kg unlocks a 10% IRR on a 70% utilized metal-casting plant with $2,000/Tpa of capex, producing a typical 10kg aluminium product. This data-file captures the costs of investment-cast products, which can be stress-tested.
115MTpa of metals are cast every year, of which c50% is in China, 12% in Europe, 10% in India, 10% in the US.
Europe, the overlooked continent of precision manufacturing, has 6,000 metal-casting facilities, of which 70% are small businesses with fewer than 50 employees, producing 11MTpa of castings with c$40bn of value, or c$5,000/ton.
The first step of investment casting is to design and produce a series of metal molds. Wax parts are then molded and precisely fitted together. This wax component is then dipped into a ceramic slurry, coated with fine sand, dried, and the wax is melted out.
Next, the empty ceramic shells are fired, hardened, and filled with molten metal, which is allowed to solidify and cool. Some components, e.g., gas turbine blades are cooled in a controlled manner, forming a single, homogenous super-alloy crystal, which is particularly strong.
In order to recover the final part, the ceramic shell must be broken away, using cutting tools. Imperfections and burrs may be machined away. Then the final piece would be tested via x-ray, ultrasound and die-penetration testing.
$5/kg unlocks a 10% IRR on a 70% utilized metal-casting plant with $2,000/Tpa of capex, producing a typical 10kg aluminium product. These numbers are based on tabulating the details of publicly announced investment casting plants.
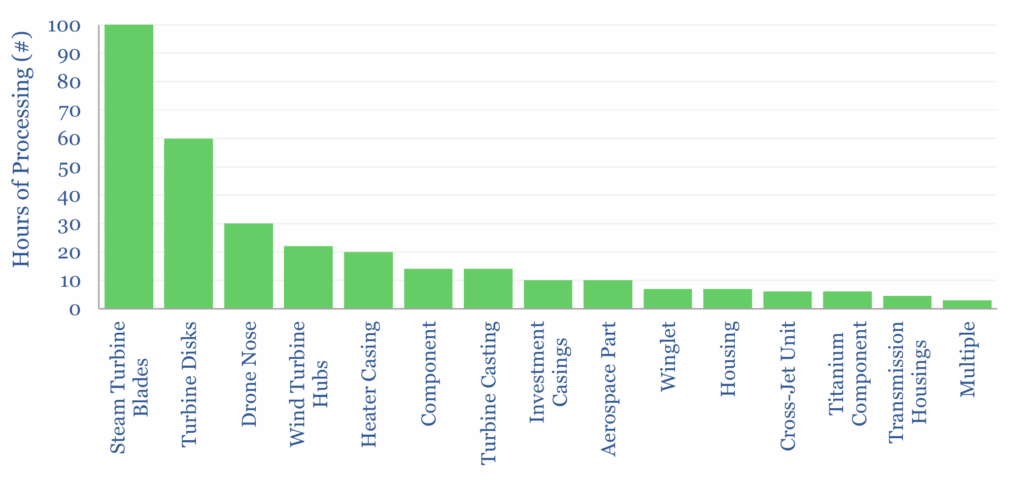
The cost breakdown for investment casting can also be stress-tested in the data-file: 50% of the total cost is material and 30% is labor, as we find that typical parts require 3-100 hours of labor-intensive processing time.
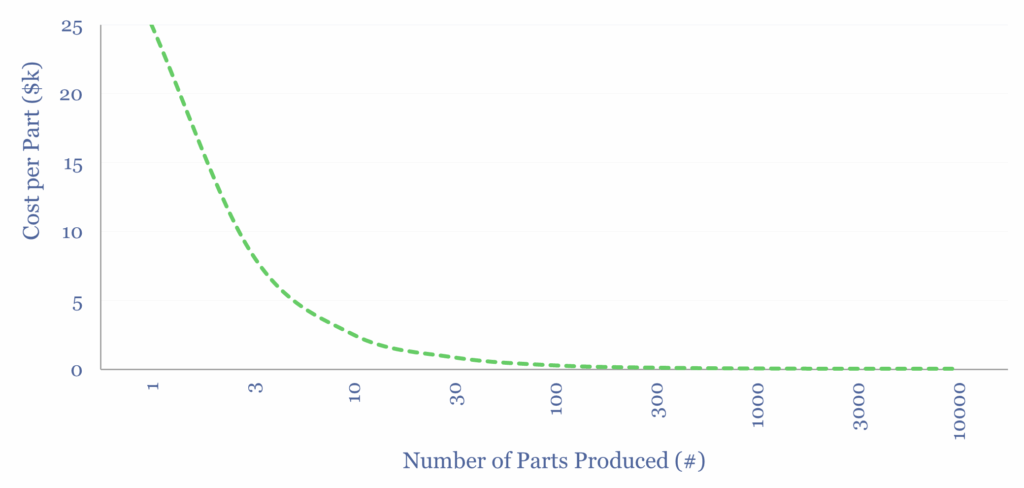
A key input variable is the number of parts that are produced. It is quite cost-intensive to design, manufacture and tool-up the molds for investment casting. Amortizing these costs across a small number of parts can be prohibitively expensive. Conversely, these tooling costs become negligible when producing thousands of parts (chart below).
Energy intensity is low, estimated at 0.2 tons/ton of CO2. Although this does come on top of the CO2 embedded in the materials.
It is interesting to compare the costs of investment casting with the costs of additive manufacturing.